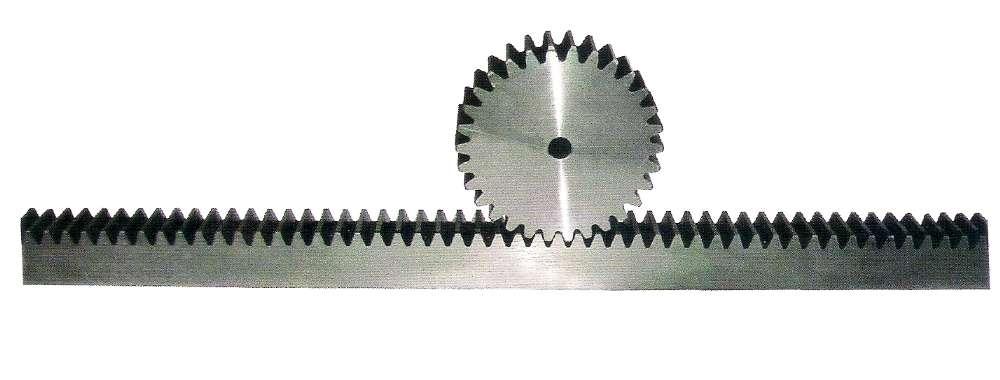
加工方法
齒輪齒條加工方法:(1)滾齒(2)插齒(3)剃齒(4)磨齒(5)珩齒。
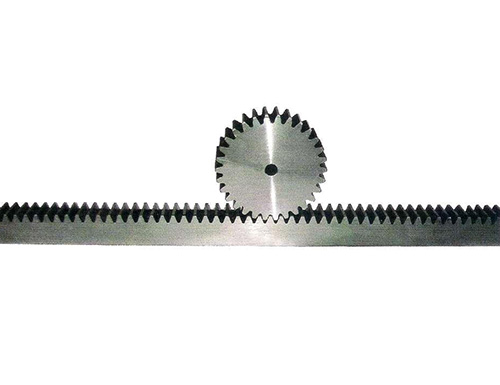
滾齒
用齒輪滾刀按展成法加工齒輪、蝸輪等的齒面。
在滾齒機上用齒輪滾刀加工齒輪的原理,相當(dāng)于一對螺旋齒輪嚙合的原理。
滾刀實質(zhì)上是一個螺旋角很大的螺旋齒輪,因為齒數(shù)很少(單頭滾刀齒數(shù)K=1),牙齒又很長,可以繞軸線很多圈,所以成了一個螺旋升角很小的蝸桿——滾刀基本蝸桿。經(jīng)過開槽和鏟齒后,這個蝸桿便成為具有切削刃和前、后角的齒輪滾刀了。
齒輪滾刀和被加工齒輪的展成運動,當(dāng)滾刀旋轉(zhuǎn)時,相當(dāng)于一個齒條在軸向移動,這個移動就相當(dāng)于假想齒條與被加工齒輪的嚙合運動,因此滾刀和被加工齒輪之間有下列要求:
(1)滾刀的法向模數(shù)mn刀和法向齒形角αon刀應(yīng)與被加工齒輪的相應(yīng)參數(shù)相等。
(2)滾刀和被加工齒輪必須嚴(yán)格保持一對螺旋齒輪嚙合的運動關(guān)系,即:
式中n刀——滾刀每分鐘轉(zhuǎn)速;
n工——工件每分鐘轉(zhuǎn)速;
z工——工件的齒數(shù);
K——滾刀的頭數(shù)。
相關(guān) /RELATED TO RECOMMEND